服務熱線,營業執照
13827710288
服務熱線,營業執照
13827710288

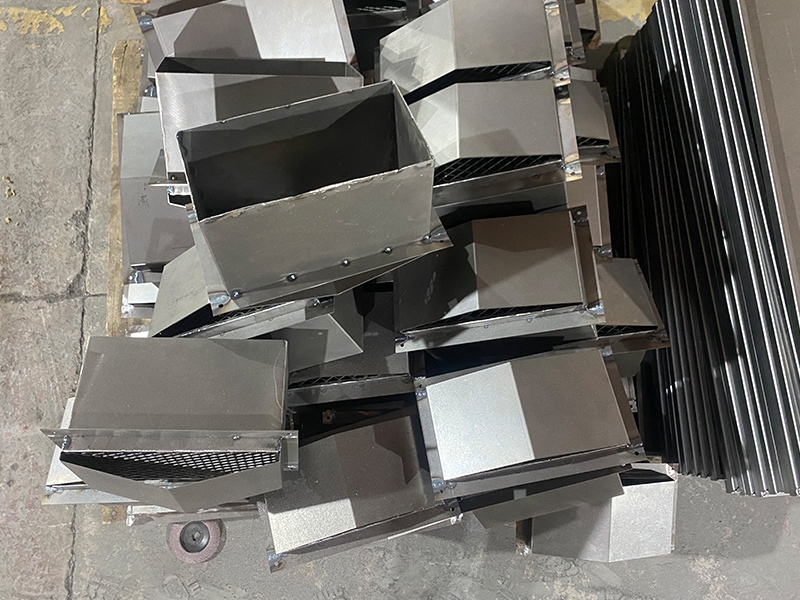
鈑(bǎn)金加工藝分析
⑴鈑金加(jiā)工序控製主要強調工序的正確性,該零件合理的鈑金工藝流程(chéng)是:原材料(平整度較好的(de)拉絲板)→激光切割→校平→折彎工序(關鍵工序控製)→焊接。

⑵第二步是控製焊(hàn)接的變形來保證零件(jiàn)的精度。
1)傳統的工藝是采用SolidWorks畫法(fǎ),正常展開、折彎、焊(hàn)接,結果發現零件縫隙很大,焊接時填絲量很大,大家都知道不鏽鋼焊接後變形會更大(dà),從而導致零件焊接後變形無法控製,根本(běn)無法(fǎ)生產出滿足裝配精度要(yào)求的合格品。
(a)C處較大(dà)縫隙為4mm(b)D處比較大縫隙為0.8mm (c)E處選擇三角形補塊填充(d) F處比較大縫隙(xì)為2mm
2)91麻豆视频的做法(fǎ)是用畫圖(tú)軟件展開此零件,在C、E、F處加薄片,鈑金加工將焊接後的比較大縫隙控製(zhì)在0.2~0.3mm,在鈑金折彎前用手動倒角機或拋光機去(qù)除多餘的基(jī)材,從而實現零件的精密加工。
手機:13827710288 郵箱:1375332758@qq.com
網址:www.china-shufa.com
地址:佛(fó)山市南(nán)海區獅山鎮大圃橫崗工業區橫興(xìng)路自編43號
| |
| 手機站 | 微信 |